
در روش آبکاری الکتریکی (Electroplating) با استفاده از جریان برق لایه نازکی از یک فلز روی سطح فلزی دیگر رسوب داده می شود. جریان برق و مواد اولیه ای که در این فرآیند مصرف می شوند نسبت به روش های دیگر نسبتا ارزان هستند. بنابراین این امر توجیه اقتصادی خوبی برای توسعه و استفاده در صنعت دارد.
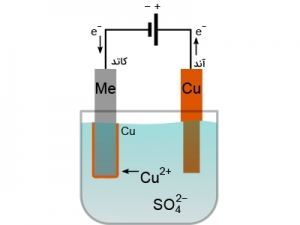
شماتیک آبکاری الکتریکی
مکانیزم آبکاری الکتریکی
جریان برق مستقیم DC به وسیله رکتی فایر (یکسو کننده جریان متناوب AC) بین دو الکترود فلزی آند و کاتد اعمال می شود.
آند و کاتد
الکترود آند دارای بار مثبت و الکترود کاتد دارای بار منفی است. قطعه فلزی که قرار است آبکاری بر روی آن انجام شود همان کاتد خواهد بود. برای کمک به یون فلزی پوششی که قرار است بر روی کاتد رسوب کند، آند از فلز همان جنس خواهد بود. مثلا اگر قرار است پوشش مس باشد از آند Cu در محلول استفاده می شود. در آبکاری الکتریکی آند دو نقش دارد: 1- مدار الکتریکی و انتقال الکترون را کامل می کند. 2- در آندهای حل شونده مقدار فلز مصرفی را تامین می کند.
در اثر واکنش الکترولیز یون ها با از دست دادن الکترون در آند و گرفتن الکترون در کاتد به محصولاتی تبدیل می شوند که از نظر بار الکتریکی خنثی هستند. مشابه الکترولیز در آبکاری الکتریکی برقراری میدان الکتریکی در محلول است. یون های مس در آند با از دست دادن الکترون به صورت مثبت (2+Cu) وارد محلول می شود. از طرفی با اعمال جریان برق نمک سولفات مس نیز تجزیه شده و یون های مثبت مس تولید می شود. سپس همراه یون های مس آند به سمت کاتد حرکت می کنند. الکترون با مدار الکتریکی از آند به کاتد منتقل شده و در سطح کاتد یون های مثبت مس در محلول و آنهایی که از سطح آند کنده شده اند با دریافت الکترون خنثی می شوند. در نهایت به صورت فیلم نازک، روی کاتد (قطعه) رسوب می کنند.
در آبکاری الکتریکی مثل آبکاری مس، نیکل و روی و … آند را از جنس فلز رسوبی انتخاب می کنند. در موارد نادری که از آند نامحلول استفاده می شود آبکاری کروم است که در آن از آندهای تیتانیم، سرب یا آلیاژی استفاده می شود.

خط آبکاری نیکل -کروم و وان های شستشو قطعات
نمک فلزی
داخل محلول از نمک همان پوشش جهت تامین یون فلزی استفاده می شود (در اینجا سولفات مس CuSO4).
هدایت الکتریکی
برای افزایش هدایت الکتریکی یون فلزی در محلول برای آبکاری مس اسیدی از اسید سولفوریک (H2SO4) استفاده می شود.
افزودنی
متناسب با آن ترکیب فلزی نیز در محلول جهت افزایش براقیت پوشش، تنش زدایی و… استفاده می شود که در حمام مس اسیدی برای افزایش براقی، کلراید افزوده می شود.
چگالی جریان (A/dm-2)
در چگالی جریان پایین فلز به آرامی رسوب می کند. در این شرایط برای رشد هسته های فلزی فرصت کافی وجود دارد از این رو پوششی دانه درشت ایجاد می شود. با افزایش چگالی جریان سرعت تخلیه یون ها در کاتد افزایش یافته و در نتیجه تعداد تشکیل هسته های جدید افزایش پیدا می کند. دراین حالت رسوبی دانه ریز ایجاد می شود که موجب افزایش سختی پوشش نیز می شود ولی باید توجه کرد که چگالی جریان از حد معینی نباید تجاوز کند.
دما
اگر چگالی جریان بالاتری انتخاب شود به همان نسبت دمای حمام باید بیشتر شود تا کیفیت رسوب پایدار بماند. افزایش دمای حمام موجب: 1- یون های مصرفی در کاتد خیلی سریع تامین می شود بطوری که اثرات منفی ناشی از کمبود یون برطرف شود. 2- سرعت رشد هسته ها افزایش یافته و در نتیجه رسوبی دانه درشت ایجاد می شود. 3- اضافه ولتاژ هیدروژن پایین آمده که باعث تشکیل حباب های هیدروژن آزاد شده محلول در سطح کاتد می شود و سبب تخلخل و تخریب پوشش می شود. بنابراین دما محلول آبکاری نیز تا حد معینی باید تنظیم شود.
غلظت یون فلزی
غلظت نمک فلزی که رسوب می کند خیلی مهم است. تجربه نشان می دهد که اگر غلظت فلز رسوبی در حمام زیاد باشد می توان چگالی جریان را افزایش داد. چون در این شرایط با افزایش چگالی جریان، اضافه ولتاژ هیدروژن نیز افزایش پیدا می کند که خود مزیتی برای تاخیر در آزاد سازی حباب هیدروژن در سطح کاتد است. همچنین باید ذکر شود که حرکت الکترود کاتدی و هم زدن محلول برای رساندن یون های مصرفی به کاتد برای رسیدن به نتایج مطلوب مفید خواهد بود.
ترکیب حمام آبکاری نیکل
از آنجایی که سطح پوشش کروم از لحاظ ساختار میکروسکوپی متخلخل است برای همین در زیر آن از پوشش نیکل برای افزایش مقاومت به خوردگی (به دلیل چندلایه شدن پوشش) و حفاظت بیشتر زیرلایه استفاده می شود.
گروه مهندسی آمیتیس
در صنعت به طور معمول از ترکیب حمام واتس برای پوشش دهی نیکل استفاده می شود. خاصیت انعکاس و صیقل نیکل در حدود 55% می باشد. در این ترکیب حمام: 1- سولفات نیکل منبع تامین یون نیکل 2- کلراید نیکل جهت افزایش هدایت الکتریکی یون ها به سطح کاتد و انحلال نیکل آند (چون آند از جنس نیکل است) 3- بوریک اسید به عنوان کنترل کننده pH محلول در نقش بافر است.
| مقدار | عنوان |
| 240-300g.l-1 | NiSO4.6H2O سولفات نیکل |
| 30-90g.l-1 | NiCl2.6H2O کلراید نیکل |
| 30-45g.l-1 | H3BO3 بوریک اسید |
| 40-60 C° | دما |
| 3.5 – 4.5 | pH |
| 2-7A/dm-2 | چگالی جریان کاتدی |
| 25-85µmh-1 | نرخ رسوب دهی |
افزودنی در حمام آبکاری الکتریکی
حمام واتس به تنهایی جوابگو آبکاری نیکل نبوده و نیازمند افزودنی هایی جهت بهینه سازی پوشش خواهد بود:
نرم کن
ترکیبات آلی آروماتیک شامل گوگرد(Sulfur) که موجب اصلاح ساختار، افزایش براقیت پوشش نیکل و کاهش تنش کششی و فشاری پوشش می شود.
براقی
از این ترکیب برای افزایش براقی نیکل و بالا بردن قدرت پوشش دهی در منافذ و گوشه های قطعه استفاده می شود.
کمک براقی
همراه با نرم کن جهت افزایش درخشندگی و استحکام پوشش می شود و از طرفی با کاهش ضخامت پوشش موجب مصرف کمتر یون نیکل می شود.
مرطوب کننده
حباب گاز هیدروژن آزاد شده در سطح کاتد موجب حفره حفره شدن و تخلخل در سطح پوشش می شود که استفاده از این مواد از این اتفاق جلوگیری می کند و باعث می شود حباب ها سریعتر و با فاصله بیشتری از سطح کاتد آزاد شوند.
با گذشت زمان مهندسان متوجه شدند که وجود گوگرد در حمام نیکل با وجود اینکه سبب براقی پوشش می شود ولی باعث کاهش مقاومت به خوردگی آن می شود. بنابراین بهترین راهکار برای بالا بردن مقاومت خوردگی استفاده از پوشش چندلایه بود. در این نسل از آبکاری، نیکل به صورت 3 لایه پوشش داده می شود: 1- لایه اول نیکل نیمه براق که بدون گوگرد است 2- لایه دوم HS (نیکل براق با غلظت بالا گوگرد) 3- نیکل براق با غلظت کمتر گوگرد
ترکیب حمام آبکاری کروم
کروم دارای خاصیت انعکاس بیشتری از نیکل بوده و حدود 65% است. سطح کروم در مقابل هوا اکسید می شود و با تشکیل لایه نازکی از اکسید کروم بر روی خودش مانع از ادامه خوردگی می شود. همچنین پوشش کروم مقاومت به سایش فوق العاده ای دارد. کروم تا دمای 500 درجه سانتی گراد تحمل دمایی داشته و در برابر بسیاری از مواد شیمیایی (به جز جوهر نمک HCl و سولفوریک اسید H2SO4 گرم) مقاومت دارد برای همین به عنوان لایه آخر استفاده می شود.
ترکیب پوشش Ni/Cr علاوه بر اینکه جنبه تزیینی و دکوری دارد، پوشش مقاومی برای شیرآلات است. البته همانطور که قبلا گفته شد برای شیرآلات در زیر این دو لایه ابتدا بر روی تنه شیرآلات پوشش مس را نیز رسوب می دهند. زیرا مس فلزی نرم بوده که قابلیت کشش بدون پاره شدن دارد. بنابراین باعث کاهش تنش پسماند کششی شده و چون نسبت به هیدروژن نجیب تر است در مقابل آب و برخی اسیدها مقاومت دارد.
| مقدار | عنوان |
| 250-300g.l-1 | H2CrO4 اسید کرومیک |
| 2.5-3g.l-1 | H2SO4 سولفوریک اسید |
| 45-50 C° | دما |
| 10-20A/dm-2 | چگالی جریان کاتدی |
| 6-12 ولت | ولتاژ |
| 13-18% | بازدهی کاتدی |
نکته مهم: حتما قطعه بلافاصله بعد از آبکاری نیکل و شستشو وارد وان کروم شود. در غیر این صورت در معرض هوا یا آب پوشش نیکل، اکسید و غیرفعال شده و پوشش کروم بر روی آن نمی نشیند.

آبکاری نیکل-کروم

